1. Kunststoff-Verarbeitungsverfahren (Auswahl)
1.1 Spritzgießen von Thermoplasten:
In ein geschlossenes Werkzeug, wird eine geschmolzene thermoplastische
Formmasse durch die Spritzeinheit der Spritzgießmaschine gespritzt.
In der sich anschließenden Kühlzeit, erstarrt das Bauteil und wird danach
ausgeworfen. Das Werkzeug muss temperiert (gekühlt) werden.
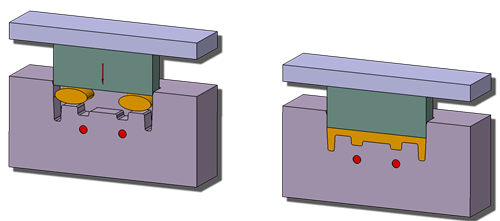
1.2 Spritzprägen von Thermoplasten:
In ein teilweise offenes Werkzeug, wird eine geschmolzene thermoplastische
Formmasse durch die Spritzeinheit der Spritzgießmaschine gespritzt.
Nach erfolgtem Einspritzvorgang werden die noch teilweise offenen Bereiche
geschlossen (geprägt).
Dieses Verfahren findet dort Anwendung, wo sich Bauteilbereiche durch
Engstellen (z.B. Sollbruchstellen) schlecht füllen lassen.
Das Werkzeug muss temperiert (gekühlt) werden.
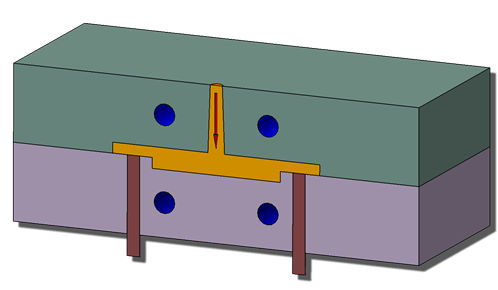
1.3 Spritzgießen von Duroplasten:
In ein geschlossenes Werkzeug wird eine duroplastische Formmasse,
durch die Spritzeinheit der Spritzgießmaschine gespritzt. Alle Bereiche,
die beim Füllvorgang vor der Werkzeugkontur liegen, müssen gekühlt werden,
damit die duroplastische Formmasse in diesem Bereich noch nicht vernetzt.
In der sich anschließenden Heizzeit vernetzt das Bauteil und wird danach
ausgeworfen. Das Werkzeug muss beheizt werden.
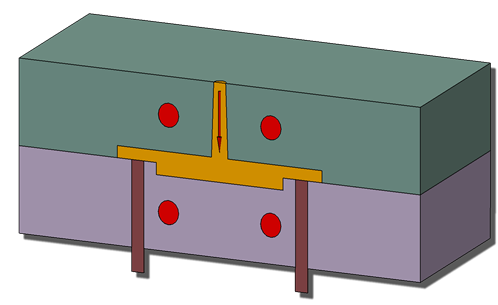
1.4 Spritzprägen von Duroplasten:
In ein teilweises, in der Trennebene offenes Werkzeug, wird eine duroplastische
Formmasse durch die Spritzeinheit der Spritzgießmaschine gespritzt.
Nach erfolgtem Einspritzvorgang wird das Werkzeug komplett geschlossen
(geprägt). In diesem Verfahren überlagern sich das Pressen und Spritzgießen
von duroplastischen Formmassen.
Durch dieses Verfahren werden die Einflüsse der Faserausrichtung beim reinen
Spritzgießen minimiert.
Das Werkzeug muss beheizt werden. Alle Bereiche, die beim Füllvorgang vor der
Werkzeugkontur liegen, müssen gekühlt werden, damit die duroplastische
Formmasse in diesem Bereich noch nicht vernetzt.
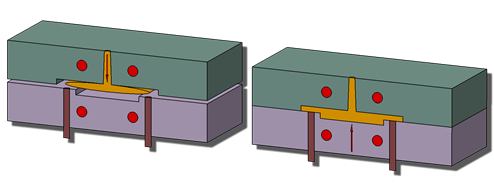
1.5 Pressen von Duroplasten:
Die zu verarbeitende duroplastische Formmasse wird in das offene
Presswerkzeug gelegt. Durch das Schließen des Werkzeuges wird die
Formmasse in alle Bereiche des Werkzeuges gedrückt.
Die Qualität der Formteile ist sehr stark vom Bedienungspersonal abhängig.
Diese wird zum Beispiel durch die Genauigkeit der Formmassendosierung
sowie den Ort der Formmasseeinlage beeinflusst.
Das Werkzeug muss beheizt werden.
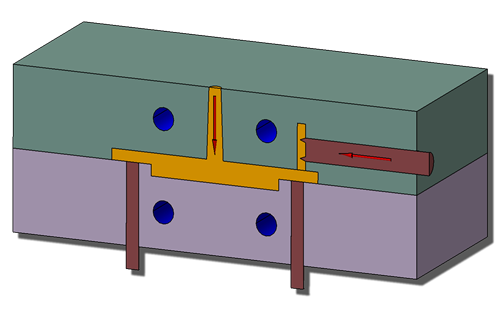
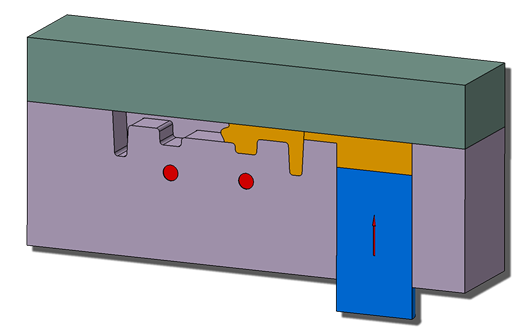
1.6 Spritzpressen von Duroplasten:
Die zu verarbeitende duroplastische Formmasse wird in einen im Werkzeug
befindlichen Zylinder gelegt. Nach dem Schließen des Werkzeuges wird
die Formmasse, durch den im Zylinder befindliche Kolben über Kanäle in
die Werkzeugkontur gedrückt. Das Werkzeug muss beheizt werden.
2. Anschnittarten beim Thermoplast-Spritzgießen (Auswahl)
2.1 Filmanschnitt:
Das Formteil wird über einen schmalen rechteckigen Querschnitt (Film) gefüllt.
Bei optisch anspruchsvollen Formteilen, kann dieser Film über die gesamte
Bauteilbreite geführt werden.
Vorteil:
Das Verarbeitungsmaterial unterliegt einer geringen mechanischen Scherung
beim Durchströmen des Anschnittes.
Nachteil:
Anguss und Formteil müssen nach dem Entformungsprozess mechanisch
getrennt werden.
2.2 Tunnelanschnitt mit und ohne Stauboden:
Das Formteil wird über einen konischen und zylindrischen Querschnitt (Tunnel)
gefüllt.
Oben ohne Stauboden, unten mit Stauboden
Vorteil:
Anguss und Formteil werden beim Entformungsprozess automatisch getrennt.
Nachteil:
Das Verarbeitungsmaterial unterliegt einer Scherung beim Durchströmen
des Anschnittes.
Beim Anschnitt ohne Stauboden bildet sich punktförmiger Anschnitt. Bei der
Ausführung mit Stauboden, entsteht am Übergang zwischen Anschnitt und
Formteil ein ellipsenförmiger
Querschnitt. Dieser hat eine größere Fläche, als der punktförmige Anschnitt.
Dadurch erstarrt diese Anschnittform langsamer, so dass die Nachdruckzeit
beim ellipsenförmigen Querschnitt länger wirken kann.
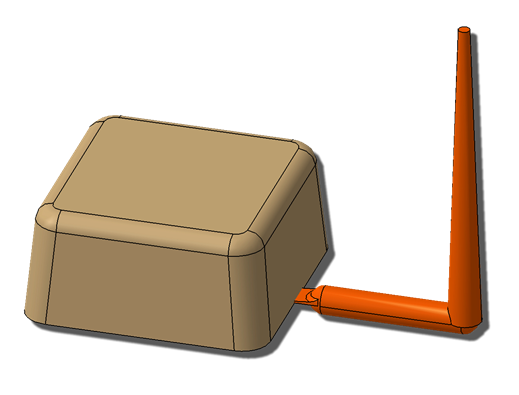
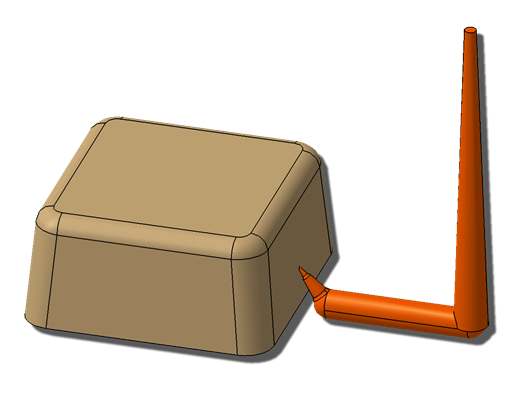
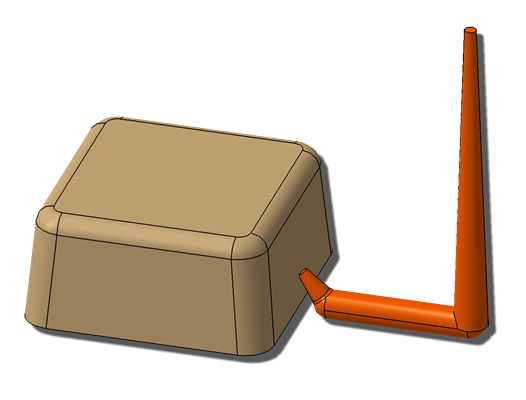
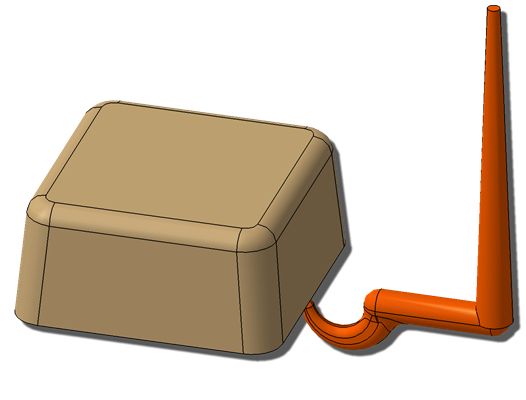
2.3 „Bananenanschnitt“:
Das Formteil wird über einen gebogenen Anguss/ Anschnitt gefüllt.
Es besteht dadurch die Möglichkeit, den Anspritzpunkt an einer Stelle
zu platzieren, die bei Sichtteilen nicht ins Auge fällt.
Diese Anschnittart kann jedoch nur bei gut verformbaren Kunststoffarten
angewendet werden. Für diese Anwendung gibt es mittlerweile
eine Vielzahl von Normteilen auf dem Markt.
Vorteil:
Anguss und Formteil werden beim Entformungsprozess automatisch getrennt,
der Anschnitt kann bei Sichtteilen an unkritische Bereiche gelegt werden.
Nachteil:
Können keine Normteile für diese Angussvariante verwendet werden, ist für
diese Lösung ein geteilter Formeinsatz notwendig. Für ein sicheres Auswerfen
ist eine aufwendigere Werkzeugabstimmung notwendig.